 +373 (79) 50-07-75
+373 (79) 50-07-75 info@kdtmac.md
info@kdtmac.md
Автоматизированный участок сверления на базе станка KD-612NHSA с роботизированной загрузкой/выгрузкой


Автоматизированный участок сверления на базе станка KD-612NHSA с роботизированной загрузкой/выгрузкой
В наличии
- Автоматическое перемещение и базирование детали
- Сверление с 6-ти сторон
- 3 сверлильные группы на: 18 – горизонтальных шпинделей, 35 – вертикальных шпинделей (26 – сверху, 9 – снизу)
- 2 фрезерных шпинделя на 5,5 кВт (верхний) и 3,5 кВт (нижний)
- Пазовальная пила по оси Х
- Длина детали: 200-2800 мм
- Ширина детали: 45-1200 мм
- Скорость перемещения, X/Y/Z 140/90/50 м/мин
- Задний выгрузочный конвейер
Назначение
Автоматизированный участок сверления на базе сверлильно-присадочного центра с ЧПУ KD-612NHSA с роботизированной загрузкой/выгрузкой предназначен для высокоточного сверления глухих и сквозных отверстий в плоскостях и торцах мебельных деталей в проходном режиме, по заданной карте присадки. Данный роботизированный комплекс позволяет максимально исключить человеческий фактор и ускорить работу участка присадки. Это гибкое решение снизит затраты на персонал. Благодаря автоматической системе позиционирования увеличит точность обработок, а система интеллектуальной загрузки по несколько деталей увеличит производительность.
В состав линии входят:
- Сверлильно-присадочный станок KD-612NHSA.
- Входной конвейер KHC-343S с системой первичного базирования и сканера.
- Робот - манипулятор KHR-3102A для загрузки/выгрузки заготовок.
Схема установки

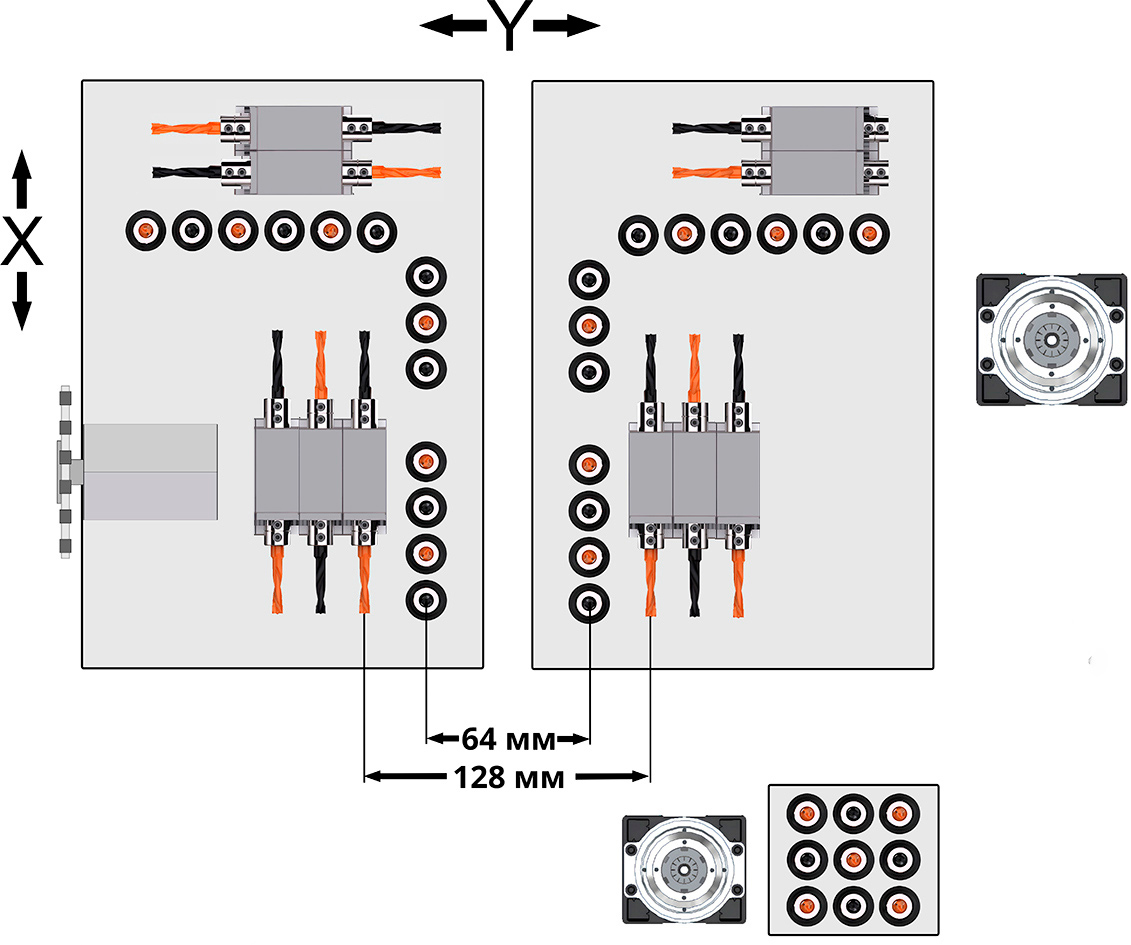
Схема сверлильных групп
Отличительные особенности
- Сверление заготовок с 6 сторон.
- Фрезерование сверху и снизу заготовки.
- Система сканирования штрихкодов на входе.
- Интеграция с любыми современными автоматическими системами.
- Робот производства швейцарской компании ABB.
- Робот укомплектован вакуумной системой.
- Мощные и надежные конвейерные привода
- Интеллектуальная система распределения заготовок.
- Система визуального контроля и мониторинг состояния.
- Возможность работы с программами оптимизаторами с картами присадки, а также печатать этикетки.
Конструктивные преимущества

Пульт управления с системой технического зрения - установленная на кронштейне автономная смарт-камера производства компании DATALOGIC в автоматическом режиме сканирует все проходящие штрих-коды.

На станке установлены 3 сверлильные группы на: 18 – горизонтальных шпинделей, 35 – вертикальных шпинделей (26 – сверху, 9 – снизу). В стандартной комплектации установлены 2 фрезерных узла (5,5 кВт + 3,5 кВт).

Станок может производить одновременную обработку двух панелей, причем сверху и снизу, в рамках одного рабочего цикла, благодаря возможности сверления с 6-ти сторон.

2 фрезерных шпинделя 5,5 кВт + 3,5 кВт, 18000 об/мин (сверху и снизу) для пропиливания прямолинейных и криволинейных пазов.

Пазовальный узел с пилой (диаметр диска 120 мм).

Два автоматических зажима позволят надежно зафиксировать заготовку длиной от 200 мм. до 2800 мм и выполнять меньше перехватов во время сверления, что значительно увеличивает скорость рабочего цикла по сравнению со станками у которых один захват. Максимальная скорость увеличена до 140 м/мин.

Верхний фрезерный шпиндель оснащен мощным вертикальным прижимом с двумя прижимными пластинами. Повышает точность фрезерования, и предотвращает повреждение заготовки.
Возможность работы со всеми популярными программами оптимизации карт присадки.

Станина станка разработана с учетом программ САПР, где были рассчитаны и смоделированы максимально допустимые нагрузки и требования, предъявляемые к конструкции станка. Сварная станина проходит отпуск для снятия всех внутренних напряжений в материале, далее происходит обработка на пяти осевом металлообрабатывающем станке, где фрезеруются все площадки и отверстия для монтажа узлов и агрегатов.

Сверлильно-присадочный центр оснащен автоматическим роликовым конвейером с системой позиционирования заготовки вместо загрузочного стола.

Позиционирование заготовки на станке осуществляется благодаря автоматическому боковому выравнивателю. После считывания штрих-кода, боковой выравниватель подходит на максимально близкое расстояние согласно размерам детали. Заготовка упирается в нулевую точку по оси X, и боковой выравниватель позиционирует её по оси Y. Далее два пневматических захвата уводят деталь в рабочую зону станка для дальнейшей обработки.

Мощный вертикальный прижим надежно позиционирует заготовку. Работает синхронно со сверлильным узлом.

Передвижные плиты в зоне сверления позволяют выполнять сквозную фрезеровку.
| Характеристики сверлильно-присадочного центра с ЧПУ | |
| Длина заготовки, мм | 200-2800 |
| Ширина заготовки, мм | 45-1200 |
| Толщина заготовки, мм | 9-60 |
| Ширина заготовок для пазования, мм | 55–880 |
| Скорость перемещения захватов заготовки (Х), м/мин | 140 |
| Максимальная скорость по оси (Y), м/мин | 90 |
| Максимальная скорость по оси (Z), м/мин | 50 |
| Количество сверлильных групп, шт | 3 |
| Количество вертикальных шпинделей (верхняя группа), шт | 26 |
| Количество вертикальных шпинделей (нижняя группа), шт | 9 |
| Количество горизонтальных шпинделей, шт | 18 |
| Фрезерный узел, кВт | 1x5,5 + 1x3,5 |
| Пазовальный узел (размер пильного диска), мм | 120x20x4 |
| Диаметр аспирационного патрубка, мм | 2x100 + 2x200 |
| Полная мощность, кВт | 30,1 |
| Рабочее давление, МПа | 0,6 |
| Размеры станка (ДxШxВ), мм | 7100x2855x2190 |
| Масса, кг | 4000 |
ВНИМАНИЕ!
Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления. Facebook
Facebook YouTube
YouTubeУзнать цену
Спасибо за Ваш заказ!
Мы свяжемся с Вами в самое ближайшее время.
© 2026 KDT деревообрабатывающие станки